


耐火涂抹料分为重质和轻质两类,高温窑炉及热工设备采用涂抹施工时,也可用耐火浇注料。根据使用性质及作用不同,耐火涂抹料的种类繁多。河南z6尊龙凯时浇注料厂家为你介绍耐火涂抹料在中间包上的应用及施工方法。
耐火涂抹料使用使用效果较好。例如,石油管式加热炉炉衬、烟道、烟囱和某些转化炉等,采用陶粒蛭石或页岩陶粒耐火浇注料,人工涂抹施工,衬里厚度60~120mm;锅炉衬里,可用CA-50水泥黏土质耐火浇注料进行涂抹施工,也获得了良好的使用效果。
在连铸中间包上,耐火涂抹料得到了广泛应用,并获得良好的效果。众所周知,中间包内衬有3种类型:
(1)砖砌衬,因用后的工作面上黏结残钢、残渣,难以清除,需拆衬重砌耐火材料消耗高、劳动强度大,包的周转速度慢,故较少使用。
(2)绝热板衬,可实现冷包浇铸节约能源,拆砌方便,周转速度较快,也可实现多炉钢水连续浇铸,但成本高。
(3)砖一涂料复合衬,具有前两种类型的优点,也克服了其缺点,因此应用较多。
中间包耐火涂抹料简称中间包涂料,分为镁质、镁钙质和镁铬质3种,其性能如下图:
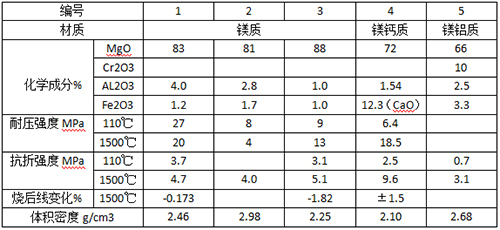
编号1用烧结镁砂作原材料,其临界粒径为3mm,大于1mm的用量35%,1~0.09mm的用量25%,小于0.09mm的用量30%,其余为结合剂和外加物,用水拌和即可使用;
编号2与编号1的配制原则,基本相似,小于3mm的耐火骨料55%-65%,耐火粉料30%~40%,软质黏土约为5%,三聚磷酸的3%左右,缓凝剂0.6%-1.0%,水用量为12%-15%.
编号3为优质镁的作耐火骨粉料,掺加软质黏土和SiO2超微粉,结合剂为三聚磷酸钠,同时掺加防爆剂金属铝成纤维。
编号4以烧结镁砂为主料,掺加适量的钙质材料、硅微粉和复合外加剂配制成的,用聚磷酸盐作结合剂
编号5为镁铬质涂料,是由烧结镁砂、铬铁矿、软质黏土、三聚磷酸钠和消石灰组成。
中间包涂料随着加热温度的升高其线膨张率也随之增大,但到110C左右时,膨胀率又降低,这是由于涂料中掺加的增塑剂等材料形成液相的缘故。
中间包用镁质和镁铬质涂料具有良好的抗渣性和抗剥落性,常温与其衬砖有良好的黏结性,使用后又容易拆除。该类涂料的配制,应根据中间包的大小和使用条件而定。由于镁砂、铬铁矿和软质黏土等材料的品级不同,因此能配制成多品种的中间包涂料。同时,外加剂和外加物的使用,能有效的提高其性能。结合剂一般采用工业纯三聚磷酸钠,其用量对性能有较大的影响。
中间包用耐火涂抹料的施工方法
在使用时,先砌耐火砖衬体或清除原砖村上的杂物,然后加水调制涂抹料,用镘子或大铲等工具将料涂抹上去,并拍打结实。中间包包底涂抹厚度20-30mm,包壁涂抹厚高20-50mm,其中渣线区域适当厚些,旧衬涂抹时,其衬温度低于60℃即可施工。涂抹后的中间包衬里自然养护12-24h方可用煤气炽烤,烤至1200℃左右便可使用。总烘烤时间一般大于3h。
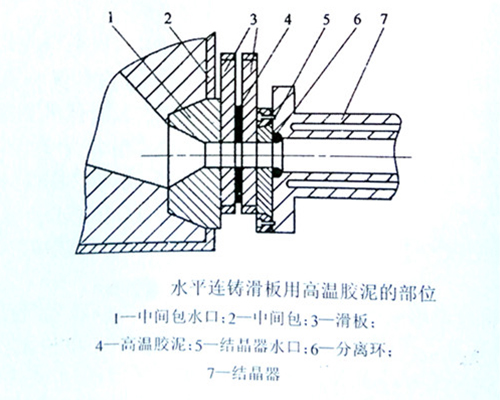
在水平连铸机的结品器与中间包的钢水通道上(如下图),安装有两块铝质滑板,其间用耐火涂抹料密封,该料也称做高温胶泥,用于修补中间包衬等热工设备,也有显著效果。在使用时,将高温胶泥涂抹在靠结品器一侧的滑板上,板的温度约为60℃,涂抹厚度一般为8-15mm.浇铸前,液压机构顶动中间包,使该侧滑板与另一侧滑板接触,高温胶泥压扁至5-10mm,因其滑板温度约为300℃,故立即烘干,2-5min即可开浇。
在中、小型高炉出铁沟上,当原沟衬损毁时,可用高铝-SiC-碳质耐火涂抹料修衬,能提高通铁量。该料配合比:特级或一级矾土熟料用量60%-68%,SiC>94%的碳化硅10%-20%,A12o3>30%的软质黏土4%-8%,石墨5%-10%,硅酸钠溶液适量和掺加适宜外加剂.耐火涂抹料调制时,应称量准确,混合均匀。涂抹料太稠时,涂抹性能差,不易黏结到旧衬上如太稀时,涂层太薄,抗侵蚀性变差,应用实践证明,涂抹料的体积密度控制在1.8g/cm3左右为宜,耐火涂料涂层厚度可达到10nmn,约经过300℃的烘干,即可使用。
高炉出铁沟、鱼雷式铁水罐、铸铁机沟、RH浸渍管和炉衬等热工设备上,采用高铝质、镁质、铝炭质和Al2O3-SiC-C质等耐火涂抹料进行修补,获得了较好的效果。其料的特点是强度高、耐磨损和黏结性好,例如,A1203≥85%的高铝质耐火涂抹料,体积密度大于2.5g/cm3,110℃和1500℃烧后耐压强度分别为≥15MPa和≥30MPa,1500℃烧后线变化为±1.0%。耐火涂抹料的品种繁多,性能各异。它不但能作窑炉及其热工设备的工作衬,而且能作修补料使用。
以上是不同耐火涂抹料的配置要求及在中间包商的施工方法。文章来源://wh-hengcheng.com/(z6尊龙凯时耐材)转载请注明出处。
以上是不同耐火涂抹料的配置要求及在中间包商的施工方法。文章来源://wh-hengcheng.com/(z6尊龙凯时耐材)转载请注明出处。