

由于炼钢行业炉外精炼和底吹技术的发展,钢包内衬用耐火材料是用要求越来越苛刻,为可保证炼钢的正常进行。河南z6尊龙凯时耐火浇注料厂家为你推荐钢包内衬整体浇注和浇注料预制块做内衬的优点。

钢包是连接转炉至连铸炼钢生产过程中必不可少的钢水盛装、炉外精炼及钢水浇铸容器。钢包均为钢制外壳内含耐火材料而制成的高温液态容器,目前国内钢厂钢包内衬结构模式主要有定型砖砌筑和不定型耐材整体浇注两种模式。钢包由过去单一的钢水运输,逐渐演变成为炉外精炼的关键重要设备,使钢包包壁工作层耐材熔损度加剧,钢包的使用安全面临着考验,钢包包龄随之大幅度下降,钢包的周转频率加快,这些都制约着炼钢生工作效率。
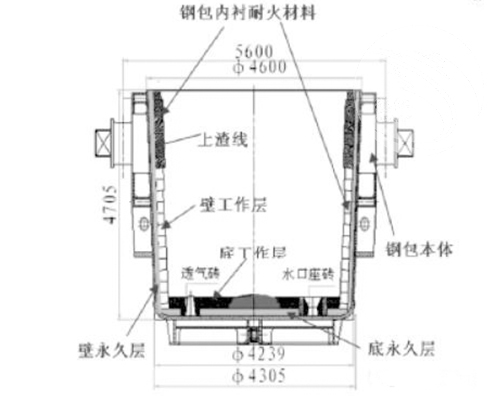
钢包内衬耐材结构可分为工作层和永久层,如下图所示。
通过对钢包包壁工作层拆除、修砌、使用过程及不同钢种对钢包内衬耐材的熔损速率等方面进行调查、研究和分析,发现了制约钢包包龄提高的因素,并实施了一系列行之有效的维护技术,确保炼钢顺行。
钢包包壁工作层采用预制块砌筑
由于铝镁尖晶石质不定型浇注料,其热稳定性、抗氧化性都优于其它耐材,因此一直都被各钢厂选用为钢包的首选耐材。其施工方法是先在钢包内安放整体浇注模芯,再向内浇灌铝镁尖晶石质不定型浇注料。由于钢包铁壳在长期的热胀冷缩的过程中易发生形变,导致整体浇注料的厚度不均匀,为保留铝镁尖晶石质不定型浇注料的良好使用性能,保证浇注料的厚度均匀,z6尊龙凯时将将铝镁尖晶石质浇注料预先制作成定型砖的模型(预制块),采用砌筑的方法施工。
通过对整体浇注钢包使用情况的跟踪统计分析,发现包壁工作层底部向上1400mm以内及渣线砖(006镁碳砖)以下500mm以内这两个区间耐材的熔损、冲刷较其它部位严重,且预制块砖高度是230mm,因此在包壁工作层第1环~6环及11环~12环采用170mm壁厚的预制块,7环~10环使用150mm壁厚的预制块,包壁工作层起步砖由于被包底工作层埋在里面不接触钢水,也采用150mm壁厚的的预制块,包壁工作层局部加厚后使预制块各部位寿命周期同步,确保钢包周转使用安全,
预制块是已经将浇注料预制成型,所以预制块砌筑的钢包大修烘烤时间比整体浇注钢包烘烤时间可大幅度缩短,如图4所示、图5所示,预制块钢包比整体浇注钢包烘烤时间节约了30小时。大大加快钢包的周转速度,确保生产顺行。
浇注料预制块钢包修理维护技术应用
(1)1采用钢包包壁工作层挖补技术
钢包在第一次小修下线冷却过程中,由于耐材材质原因,有时包壁工作层预制块第1环~4环部位会产生10mm以上的收缩缝或者异常熔损(如图6所示),为了确保使用安全,通常需要从包壁工作层最上方一直拆到收缩缝产生部位或者异常熔损部位,当中会有大量可用耐材被拆除,造成很大的浪费,而且需要投入大量的人力和物力。
通过对现场使用钢包的认真观察,以及对相关耐材的仔细分析,在钢包耐材整体情况良好的前提下,通过局部挖修的方法,只拆除收缩缝或异常熔损部位的包壁预制块,然后测量挖修部位实际尺寸,在现场放大样图,把耐材进行相应加工后,砌筑到拆除部位,最后用方砖合门采用挖补技术,可避免大面积拆除预制块造成耐材的浪费,节约砌筑工作量。
(2)采取定型耐火砖与不定型耐材结合的修补技术
钢包使用过程中,钢水中的一些杂质对钢包内衬耐火材料的侵蚀,由于侵蚀的程度不同,在使用过程中,会出现凹凸不平的现象及包壁工作层预制块出现熔损及粘渣现象(如图8所示),而且某钢铁厂要求300t钢包重量在128t~140t之间才能炼品种钢,对钢包维修造成一定的难度。
对使用过程中钢包空包重量少于128t,太轻的钢包必须进行修补,否则影响钢包使用安全。之前都是全部采用包壁刚玉的修补料进行大面积的贴补,钢包的寿命和空包重量均维持在正常水平,但由于刚玉修补料价格高且用料较多,包壁工作层平均寿命较低,残厚较薄效果不佳。
改进修补技术,采取定型耐火砖与不定型耐材结合的修补技术,先将包壁凹凸不平的表面残渣及冷钢清除,对熔损较大的部位进行修补,再用包壁修补材料在凹坑的表面抹厚度10~20mm;然后在修补的表面再贴补一层高铝砖,50mm厚度;最后用包壁修补料在高铝砖的表面和两头接头处修补一层(如图9所示)。在选用包壁修补料和高铝砖时,考虑到耐火材料之间的匹配以及是否会引入其他的杂质影响到钢产品的质量,选用的包壁修补料和高铝砖的主要成分是Al2O3和MgO,不会影响到钢产品的质量,所以选用包壁修补料和高铝砖。
这种修补料和高铝砖结合修补方法不仅能使工作层裂缝和缺口等部位得到及时修补,而且还能使一些不容易修补的部位得到修补,这样既能及时有效的阻止薄弱的包壁继续熔损,避免钢水薄弱之处继续侵蚀,提高钢包的安全系数,每次钢包小修都能够达到稳定的使用周期下线。
(3)精确判定下线钢包预知块残厚,确定合理修理模式
钢包下线之后,首先要确定修理模式。以往判断预制块残厚,主要依靠作业人员依据工作经验判定残厚,存在着较大的不确定因素,可能有误判、错判的情况,按照误判、错判之后的数据确定修理方案,存在钢包修理不到位产生质量隐患或者修理过于保守,导致浪费耐材的现象。
通过对下线钢包的仔细观察,发现包壁工作层残厚的变化有较明显的规律可寻,既残面越宽,残厚越薄。残面宽度和残砖厚度存在一定的比例关系。根据这种固定的比例关系,测定整个预制块最薄处耐火砖的宽度之后,就可以准确的判定该处残砖的厚度,以此方法,就可为确定钢包修理模式提供准确的参考数据,消除人为误判、错判而带来的钢包使用质量安全隐患,同时也可避免耐材砌筑浪费。
钢包浇注料预制块的应用效果
(1)包壁工作层采用预制块砌筑,从根本上解决了壁工作层厚度不均匀的质量、安全隐患,并且可以采用局部加厚均衡内衬的熔损状况,提高钢包整体寿命。
(2) 采用钢包包壁工作层挖补技术,降低了预制块耐材修理成本及减少了砌筑工作量;
(3)采取修补料和高铝砖结合修补技术,即保证了每次钢包小修都能够达到稳定的使用周期下线,节约了包壁修补料的使用量。
(4)预制块残厚判定技术的应用,消除人为误判、错判而带来的钢包使用质量安全隐患。
(5)包壁工作层预制块其用整体浇注料的材料加工制作成定型砖,抗LF炉处理中钢水对耐材冲刷及熔损的能力不减,且有诸多优点。如使用寿命次数提高,浇注料预制块的红开哦时间比整体浇注料的烘烤时间节约30小时以上,提高LF炉的使用寿命。
以上是关于钢包内衬采用整体浇注和浇注料预制块的性能对比,欢迎来图定做各种高温工业窑炉用浇注料预制块,价格咨询热线:15003888501