

锅炉专用耐磨浇注料是一种体积致密,气孔率低,耐磨损耐冲刷的耐火浇注料。筑炉后或烘烤时出现裂纹是是一种危险现象,出现这种情况必须要及时处理,以免造成事故的发生,河南z6尊龙凯时浇注料厂家为你 简析造成裂纹的原因都有哪些
1.耐火防磨结构设计不合理
(1)耐火耐磨材料膨胀缝设计不合理。环向、纵向膨胀缝设计数量不够。锅炉运行后,耐磨耐火材料受热,体积膨胀,互相挤压,产生裂纹。 旋风分离器入口烟道耐磨耐火浇注料和耐火砖连接处膨胀缝由5mm改为10mm,预留充分的间隙来满足膨胀要求。膨胀缝改为Z字形,防止锅炉灰贯穿,冲刷保温层。膨胀缝填充材料要求两侧有牛皮层耐火纤维毡,防止耐火泥浆浸入填充材料内。环向膨胀缝设计间隔由1500mm改为1000mm。 分离器出口烟道和分离器锥体等大面积区,浇注面由 (2.5×2.5m)改为小面积的方块(1.5×1.5m)一次成形砌筑,同时设置膨胀缝,膨胀缝宽度≤3mm, 填充材料要求刚性强的胶合板,防止震捣时变形。锅炉运行后,胶合板高温烧毁,空间变成膨胀缝。
(2)旋风分离器筒体沿高度方向设有砖衬支撑托板,以达到砖砌墙分层卸载的目的,通过对筒体实际耐火砖重量计算,设计一层托板达不到卸载的目的,根据现场实际情况支撑托板改为二层布置。 返料器立管耐磨耐火浇注料托板由3层改为4层布置,间距缩小为2.5m,达到浇注料分层卸载。
(3)锅炉内Y型抓钉的形状需改进,材质耐热性要强。制做夹角60~80°为最佳,保证抓钉顶部形状,才能增强抓钉对浇注料的抓捉力。
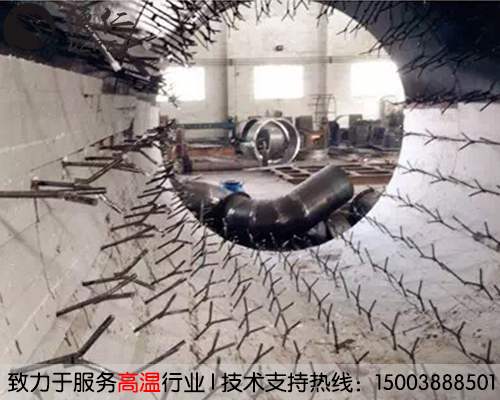
抓钉、布风板、排渣管、风管是金属材料,受热后膨胀系数远大于耐火材料的膨胀系数,如果不进行预处理,金属与耐火材料的接触面上就会形成网状裂纹,导致开裂、脱落。耐火材料接触金属表面要清除油污及灰渍并均匀涂以1mm以上的沥青。要保证沥青的浓度和涂抹厚度,坚决杜绝用沥青漆代替沥青油。
2. 施工工艺不合理
(1)锅炉耐磨浇注料在搅拌时“灰水比”控制不好。加水量过多,浇注料成型后材料内部气孔率高,材料强度降低,自然凝固时间过长,养生时间加长。加水量太少,材料流动性不好,振动不密实,容易留下气孔,强度随之降低。
(2)搅拌时间和振动时间控制不好。搅拌时间太短,材料混合不均匀,不密实,强度降低;浇注料的浇注应采用震捣机分层进行震捣。振动时间过长,材料易产生分层,细粉浮在表面,骨料沉在底部,导致材料强度降低易剥落。浇注料拌和后30min内用完,宜一次浇注到所规定的厚度和高度。浇注料施工应在5℃以上的环境下进行,因为温度太低,材料不易凝固,即使凝固,也是一种假凝现象,浇注料一般应连续进行浇注,在前一层浇注料初凝前,应将下一层浇注料浇注完。如施工间隙超过其初凝时,应按施工缝要求进行处理。

(3)脱模时间控制不好。浇注料还没有硬化就进行脱模。应在浇注料强度能保证及其棱角不因脱模受损坏时,方可拆除。承重模板应在浇注料达到强度的70%时方可拆模。为便于脱模,浇注前所有模具的浇注面均应涂一层机油。
(4)浇注料养生时间控制不好。锅炉砌筑完后要有足够的自然干燥期,使耐火层中大部分水分能析出,防止烘炉时大量水分不能及时排出,使耐火层爆裂和脱落。
(5)烘炉质量控制不好。烘炉是将炉衬材料中自然干燥无法排除的游离水和结晶水排除,同时对浇注料进行高温固化以达到一定的强度。
烘炉之前,炉衬材料必须要有一定的自然强度(足够的养生期)才能进行。烘炉原则“宜长不宜短,宜慢不宜快”。要按事先制定的烘炉曲线进行,升温速度要均匀平稳,控持好恒温时间及温度,保持温度波动不大于±20℃。防止升温过快,水分不能及时排出,冲破耐磨耐火层;其次防止耐火耐磨层内温度梯度过大,产生巨大热应力,使耐磨耐火层开裂、凸起、脱落。